
Где нужна металлическая зигзагообразная линия для заглушивания металлических кругов?
Для многих металлических изделий с глубоким затягиванием сначала нужно делать металлические круги, а затем производить из глубокой формы, такой как крышка мотора, корпус фильтра, корпус аккумулятора и т.д., используемых в металлических автозапчастях, внутренней кастрюле электрической поварки, чаше и т.д. металлической кухонной посуде, поэтому это первый шаг к изготовлению металлических кругов.
Как сделать металлические круги?
Обычно его можно изготовить с помощью штамповых штампов или лазерных резак. Для массового производства и требований к высокой скоростной эффективности производства в больших количествах он подходит для изготовления штамповальных машин с штампами, для многообразных изделий разных размеров и мелких металлических кругов, при этом обладает значительными преимуществами с помощью лазерных линий с катушкой.
Преимущества линии заполнения с зигзагообразным металлическим кругом по сравнению с беззигзагообразной металлической линией заполнения.
a). УМЕНЬШЕНИЕ МЕТАЛЛОЛОМА
b). Изначально такой тип линии был разработан ДЛЯ ЭКСПЛУАТАЦИИ ВСЕЙ ШИРИНЫ КАТУШКИ, сокращая расстояние между диском и диском до краёв полосы, что в итоге УМЕНЬШАЕТ КОЛИЧЕСТВО ЛОМОВ. Обычно мы используем расстояние 2 мм. Это сокращение достигается за счёт избегания использования дорогих и малогибких многократных штампов.
A. ИЗБЕГАТЬ ДАЛЬНЕЙШИХ ЭТАПОВ РАБОТЫ
b. Поскольку его можно закрыть на всю ширину полосы, с помощью этой технологии можно СОКРАТИТЬ ДАЛЬНЕЙШИЕ РАБОЧИЕ ФАЗЫ, такие как уменьшение катушки на катушки меньшей ширины (=прорез), которые обычно применяются при производстве диска и представляют собой как дополнительные затраты, так и возможность повреждения поверхности катушки (особенно при использовании алюминия).
c). ГИБКОСТЬ
МЕНЬШЕ ВРЕМЕНИ ОЖИДАНИЯ: при изменении размера производства (диаметра) меняйте только штемпель и настройки HMI.
ШИРОКИЙ ПРОИЗВОДСТВЕННЫЙ ДИАПАЗОН: Одна и та же линия может заготовить разные материалы без изменений или модификаций. Настройка раскладки диска в полосе не имеет ограничений. Любой путь пробивания может быть задан пользователем.
Как выбрать подходящую линию для заполнения металлических кругов?
Он основан на типе материала пользователя, ширине материала, толщине, максимальном весе катушки, типу перфоратора (типа C или H) и требованиях к эффективности производства и т.д.
Выбор линии No1 с металлическим кругом. (с PIT, высокая скорость, обеспечивая эффективность) Подходит как для тонкого, так и для средней толщины материала.
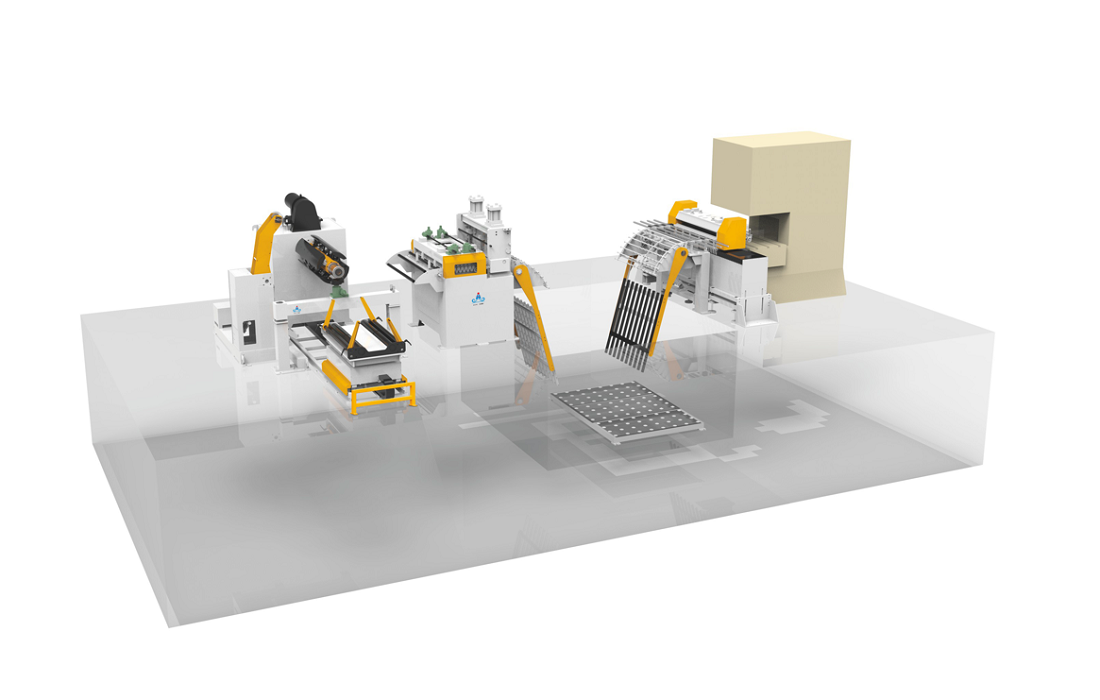
Состоит из Металлической Круговой Заглушающей Линии
Откатывающие полосы для откатывания и делают поверхность полосы ровной и чистой внутренней нагрузкой с помощью машины для выпрямления катушек; если материал немного толстый, он может соответствовать одной установке гидравлического сдвига на выходе выпрямителя для резки полосной головки.Он установил PIT между выпрямителем и зигзагообразным сервоподающим, он может заполнить достаточно петель в яме, чтобы увеличить скорость подачи и повысить эффективность производства. Размер и глубина ямы зависели от ширины материала, толщины, требований к эффективности производства и т.д. Кроме того, он устанавливает опорный мост как на выходе выпрямлятеля, так и на входе зигзагообразного сервоподателя, что позволяет удобно направлять, поддерживать и вставлять полосчатую головку в зигзагообразную подачу.
1. Тяжёлый декоалер с загрузочным декоулером, закреплённым на земле
2. Прецизионный выпрямитель с катушками (опциональная часть гидравлического сдвига отбора) — выпрямитель, закреплённый на земле
3.Zigzag servo feeder
4. Опорный мост на выходе выпрямителя и зигзагообразный вход питателя+опорный стол петли с датчиком на земле карьера
Перфораторный станок типа 5.C рамки или перфоратор типа H-рамки
6. Металлические круглые заглушающие штампы
7. Откатчик для лома/резка или откатчик с полосой для лома
8. Конвейерная лента для продукции и конвейерная лента для металлолома (в зависимости от реальной необходимости)
9. Металлический круглый автоматический коллектор (опциональная часть)
Для зигзагообразного сервопита, если материал толще 1,5 мм, материал CR, HR, SS, GI и т.д. Ему приходится оснащать 4 подающих ролика, чтобы иметь достаточную силу прижатия, так как сила тяжёлого притяжения для хранения в стальной петле в яме большая. Если перфоратор выбирает тип рамки C, необходимо учитывать подачу полосы с фронтального или бокового направления пресса. Если полоска подачи с левой или правой стороны пресса, это должна быть глубокая глотка, глубина горловины определялась шириной материала и размером круга и т.д. Металлическую полосу можно разрезать на куски с помощью резака, установленного на концах штамповых штампов или независимого сдвига для лома, металлические полоски также можно скатать в катушки с помощью одной машины для откатывала.
Если подавать ленту с передней части пресса типа C. Ему не нужно сильно увеличивать глубину горловины, и это может сэкономить на производстве штамповочной машины; обрезки следует нарезать на части резаком, установленным в конце штамповочных штампов. Он не может принимать независимый срез или сворачивание в скрап-катушки для фронтального подачи. Если перфоратор использует тип рамы H, он будет подавать полосу спереди, а обломки можно разрезать на обрезки или свернуть в рулоны. Металлические круги можно вывести из нижней части металлических заготовочных штампов и упасть на конвейерную ленту, затем их можно собрать с помощью автоматического устройства для сбора металлических кругов или коробки для продукции.
Выбор линии No2 с металлическим кругом. (БЕЗ PIT, высокая скорость, обеспечивая эффективность) Подходит для обоих тонких материалов, обычно толщиной менее 2,0 мм.
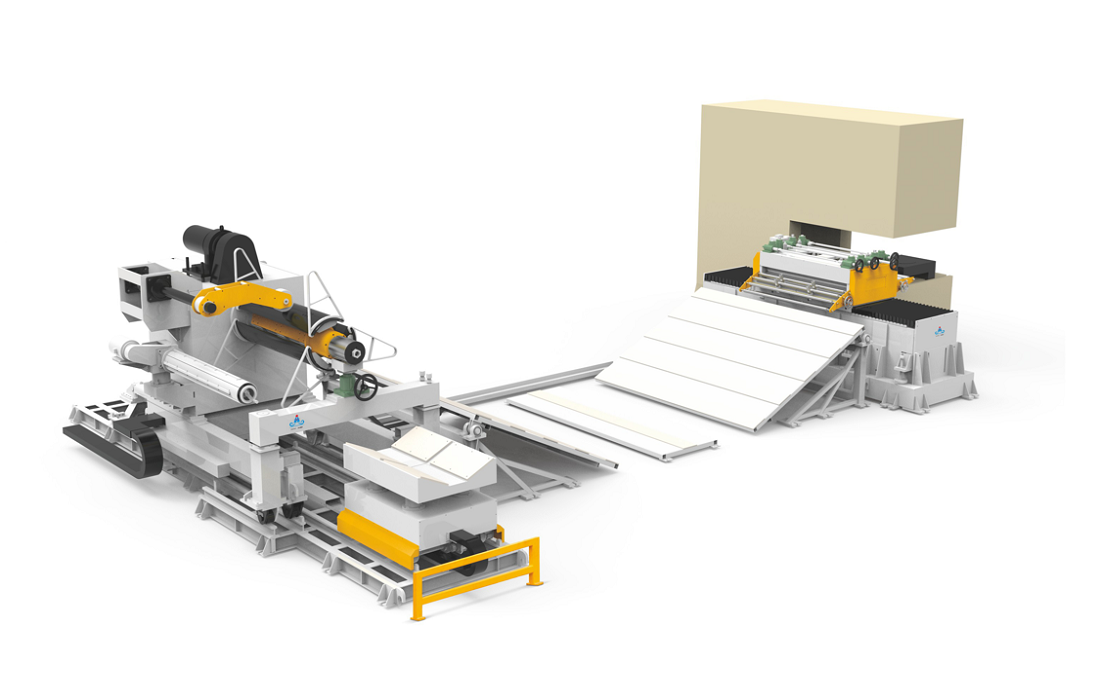
Состоит из Металлической Круговой Заглушающей Линии
a. ZIGZAG Тяжёлый декоалер с загрузочным вагоном — Decoiler зигзагообразного типа
b. Зигзагообразный выпрямитель, серво-выпрямитель и сервоподавальник, объединённые в одной машине и зигзагообразный тип
Опорный стол C. Петля с датчиком между декойлером и зигзагообразным выпрямителем
Перфораторный станок типа d.C frame или H-рамочный перфоратор типа
e. Металлические круглые заглушивающие штампы
f. Откатчик для лома или откатчик для лома
g. Конвейерная лента для продукции и конвейерная лента для металлолома (в зависимости от реальной необходимости)
h. Металлический круглый автоколлектор (опциональная часть)
Он был объединён в одну машину с точным выпрямителем и зигзагообразным сервоподавальником, что экономило на части выпрямителя, а декоалер выполнен в типе ZIGZAG с синхронным подавателем с выпрямительом ZIGZAG, кроме того,Не нужно устанавливать PIT между декойлером и зигзагообразным выпрямительным фидером,Таким образом, это экономит затраты на шахту и занимает меньше места, а также обеспечивает высокую производительность производства. Но он в основном предназначен для тонких материалов толщиной менее 2,0 мм, он не очень подходит для толстых материалов.
Перфоратор может быть типа C или типа H, он может относиться к описанию в предмете Metal circle blanking line number 1.Выбор линии No 3 с металлическим кругом для запуска. (БЕЗ ЯМЫ, нормальная скорость обеспечивает эффективность) Подходит для тонкого материала.
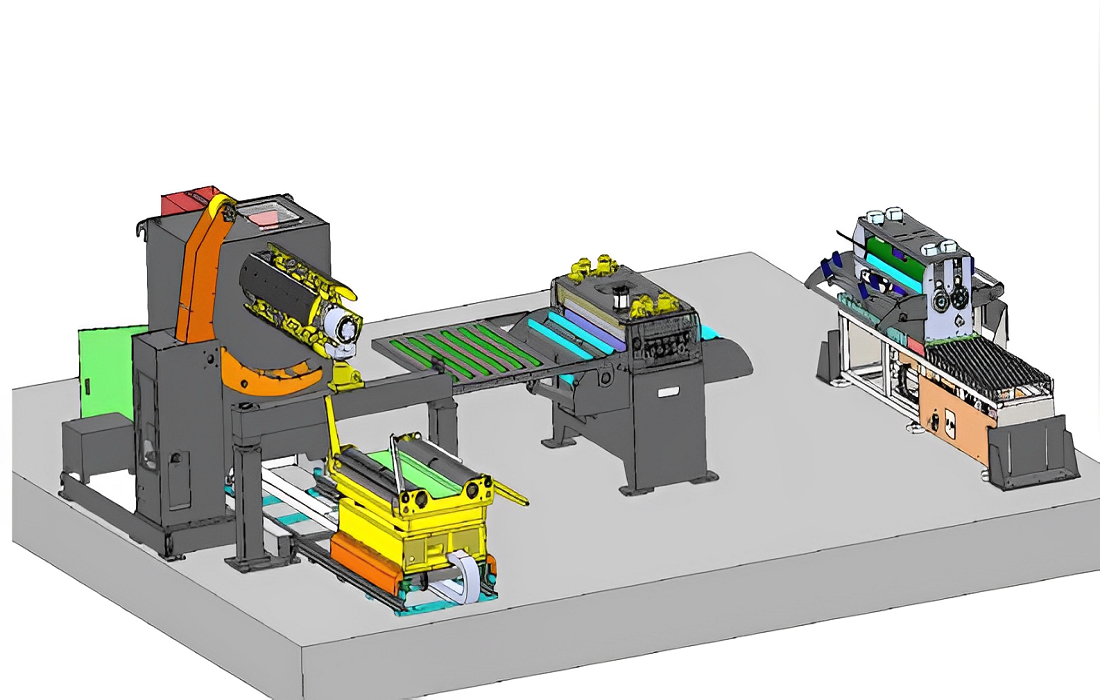
Состоит из Металлической Круговой Заглушающей Линии
a. Тяжёлый декоалер с загрузочным декойлером, закреплённым на земле
b. Прецизионный выпрямитель спирали — выпрямитель, закреплённый на земле
c.Zigzag servo feeder
Опорный стол D.Loop с датчиком между декойлером и зигзагообразным выпрямительом
e.C рамочный перфоратор или H-каркасный перфораторный станок типа
f. Металлические круглые заглушающие штампы
например. Откатчик для лома или откатчик для лома
h. Конвейерная лента для продукции и конвейерная лента для металлолома (в зависимости от реальной необходимости)
i. Металлический круглый автоматический коллектор (опциональная часть)
Откатывающие полосы для откатывания и делают поверхность полосы ровной и чистой внутренней нагрузкой с помощью машины для выпрямления катушек, затем полоски протягивались вручную и переходили к зигзагообразному сервоподавальнику. Перфоратор может быть типа C или типа H, он может относиться к описанию в предмете Metal circle blanking line number 1.
Поделитесь этим постом: